



More from Baby wu
More in Politics
Related Blogs

Archives
Social Share
It is necessary to pre-heat the CNC machine every morning before using it in order to ensure that it operates properly
Body
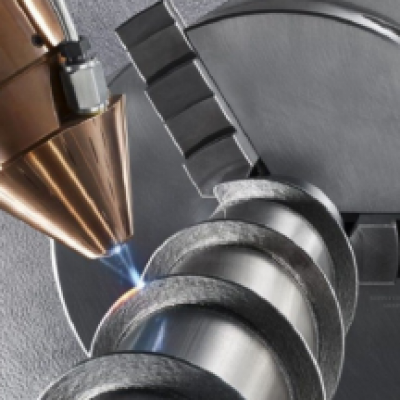
Precision is achieved through factory production. When it comes to manufacturing, precision is critical, and machine tools (including CNC machine centers, electric sparks, slow wire, and other machine tools) are used to achieve high levels of precision. Despite the fact that the machine is turned on for processing first thing in the morning every day, the machining service accuracy of the first part is frequently insufficient to achieve the precision levels required. Typically, small, family-run businesses gain the majority of their precision CNC machining metal experience, and these businesses frequently attribute instabilities in accuracy to low-quality equipment. A significant influence on cnc machining services accuracy is exerted by the machine tool's thermal characteristics. In fact, in computer numerical controlled machines, thermal characteristics account for nearly half of the total machining accuracy achieved by the machine tool.
Thermal deformation error chains have the greatest impact on accuracy of processes because it is the main shaft and the XYZ motion axis components that are most affected.
What method should be used to pre-heat the machine tool, and how should it be done, is unclear.
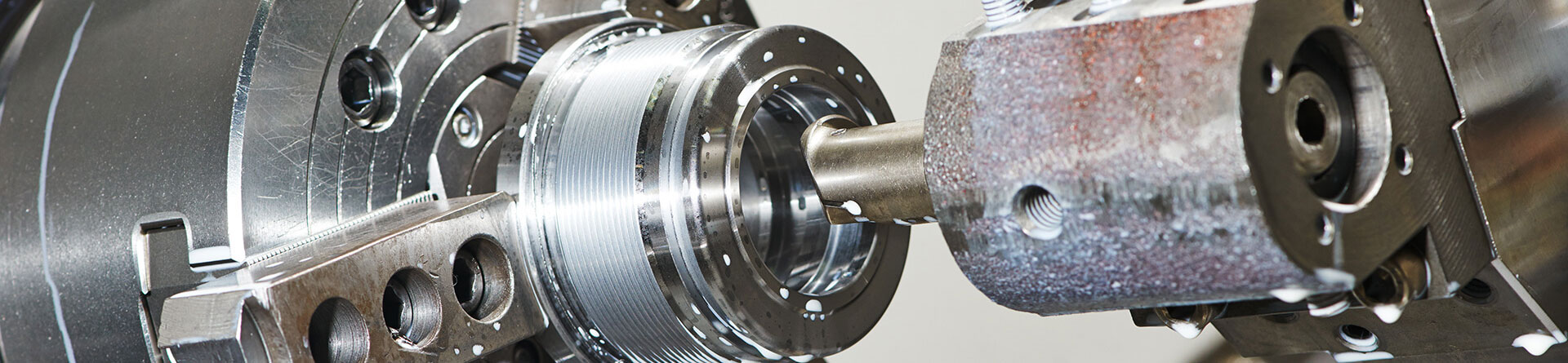
If the machine has been idle for more than a few days, it is recommended that it be preheated for at least 30 minutes before performing high-precision EDM Machining Services; if the machine has been idle for only a few hours, it is recommended that it be preheated for 5-10 minutes before performing high-precision machining.
In this procedure, the machine tool is preheated in order to prepare it to participate in the repeated movement of the cutting axis that will occur throughout the procedure. When at all possible, multi-axis linkage should be employed. Changing the XYZ axis location from the lower left corner of the coordinate system to the upper right corner of the coordinate system and then repeating this diagonal line multiple times until the coordinate system is complete are examples of multi-axis linkage.
If you program a macro program into the machine tool while it is running, you can have it perform the preheating action on a regular basis while the machine tool is running. Each XYZ motion-axis has an independent variable t that is associated with the spindle speed and feed speed of each XYZ motion-axis. This allows continuous changes in spindle speed and feed speed along each XYZ motion-axis. When the independent variable changes continuously within the specified range, this allows the dependent variable to produce the desired result. While the movement is being performed, it is used to drive each movement axis of the numerical control machine tool in order to produce synchronous no-load movement, and the control transformation of the spindle speed and feed speed is carried out in conjunction with this movement.
Using the machine tool for high-precision machining and production after it has been fully warmed up ensures that it will remain accurate for an extended period of time.



Comments